Why Micron Levels and Lamination Matter
Selecting the correct micron level and lamination structure plays a decisive role in the performance of BOPP packaging. Thickness determines strength, flexibility, and durability, while lamination affects bonding integrity, print protection, and resistance to heat and pressure during storage and transport. These are not cosmetic choices. They are technical specifications that directly influence product safety, shelf life, and brand reliability.
For manufacturers and exporters, aligning with strict BOPP bag manufacturing standards ensures consistent quality across production batches. Controlled micron tolerances and validated lamination processes reduce the risk of delamination, surface cracking, or structural failure under load.
This section explains how micron measurement works, what thickness ranges are commonly used, and how lamination structures are designed to maintain mechanical strength and print integrity in demanding supply chains.
BOPP Film Basics: Microns, Gauge and Performance Impact
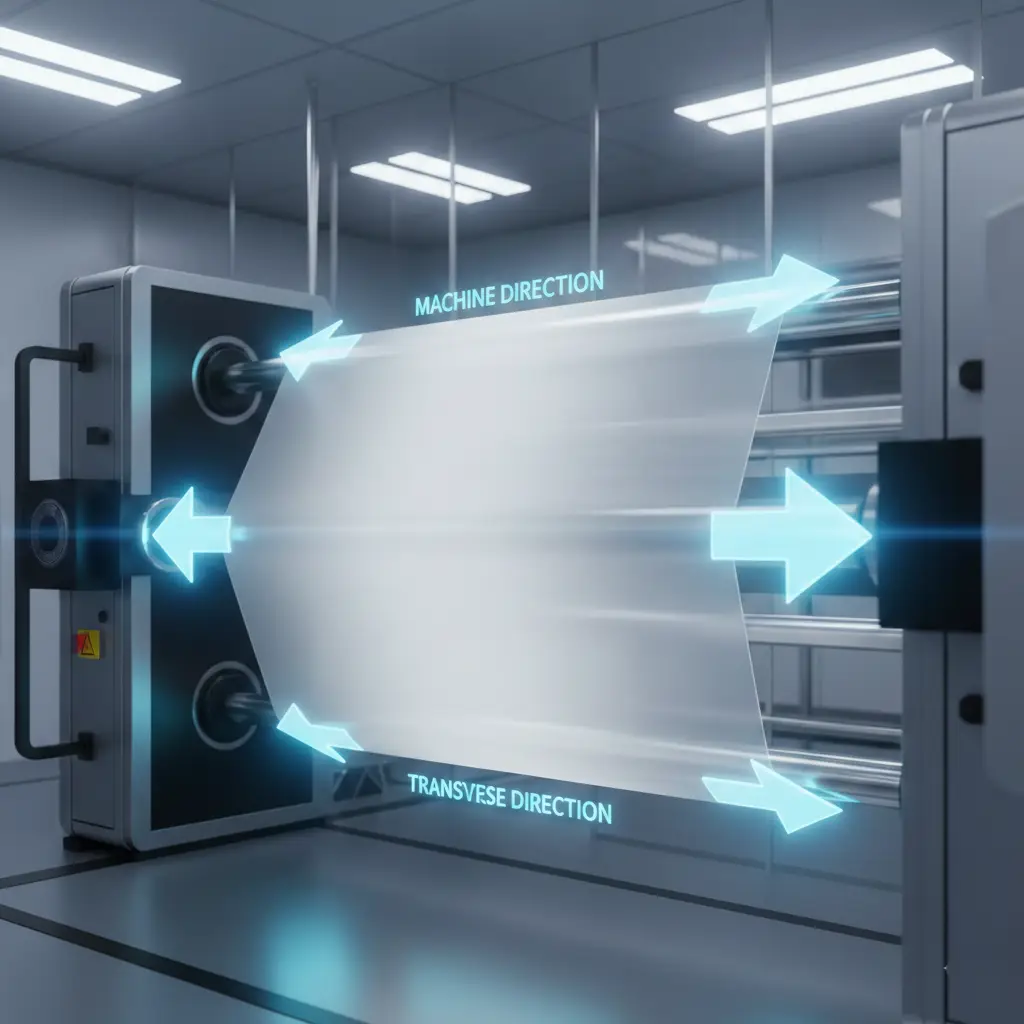
BOPP stands for biaxially oriented polypropylene. During manufacturing, polypropylene film is stretched in both machine and transverse directions to improve tensile strength, clarity, and stiffness. Film thickness is measured in microns, where one micron equals one thousandth of a millimeter.
Typical BOPP film thickness used in packaging applications ranges from approximately 8 to 50 microns depending on use case. Lower micron films offer flexibility and cost efficiency, making them suitable for lightweight packaging. Higher micron films provide improved puncture resistance, stiffness, and durability, which are important for heavy fill applications such as rice, animal feed, or fertilizer bags.
Thickness selection affects several key properties
• Tensile strength and tear resistance
• Puncture resistance during handling
• Barrier performance against moisture
• Surface rigidity for high quality printing
• Compatibility with lamination and sealing processes
For example, laminated retail packaging often falls within the 18 to 35 micron range, while heavy duty woven sack applications may require thicker structures when combined with woven polypropylene backing.
Maintaining precise micron tolerance during production ensures uniform strength and predictable machine performance. Even small variations in thickness can influence sealing consistency, print registration, and load bearing capacity.
Lamination Types and Layer Structures in BOPP Bags
Lamination bonds printed BOPP film to woven polypropylene fabric or additional polymer layers. This process enhances visual appeal, strengthens the bag structure, and protects printed graphics from abrasion, moisture, and environmental stress.
Several lamination methods are commonly used in BOPP bag manufacturing
Thermal Lamination
This method uses heat activated adhesive layers that bond film to substrate under controlled temperature and pressure. It is widely used for gloss and matte finishes.
Extrusion Lamination
A molten polymer layer is extruded between substrates to create a strong mechanical bond. This method improves structural integrity and moisture resistance.
Solvent Based Lamination
An adhesive is applied between layers and cured to achieve high bond strength. Proper drying and curing control is essential to prevent delamination.
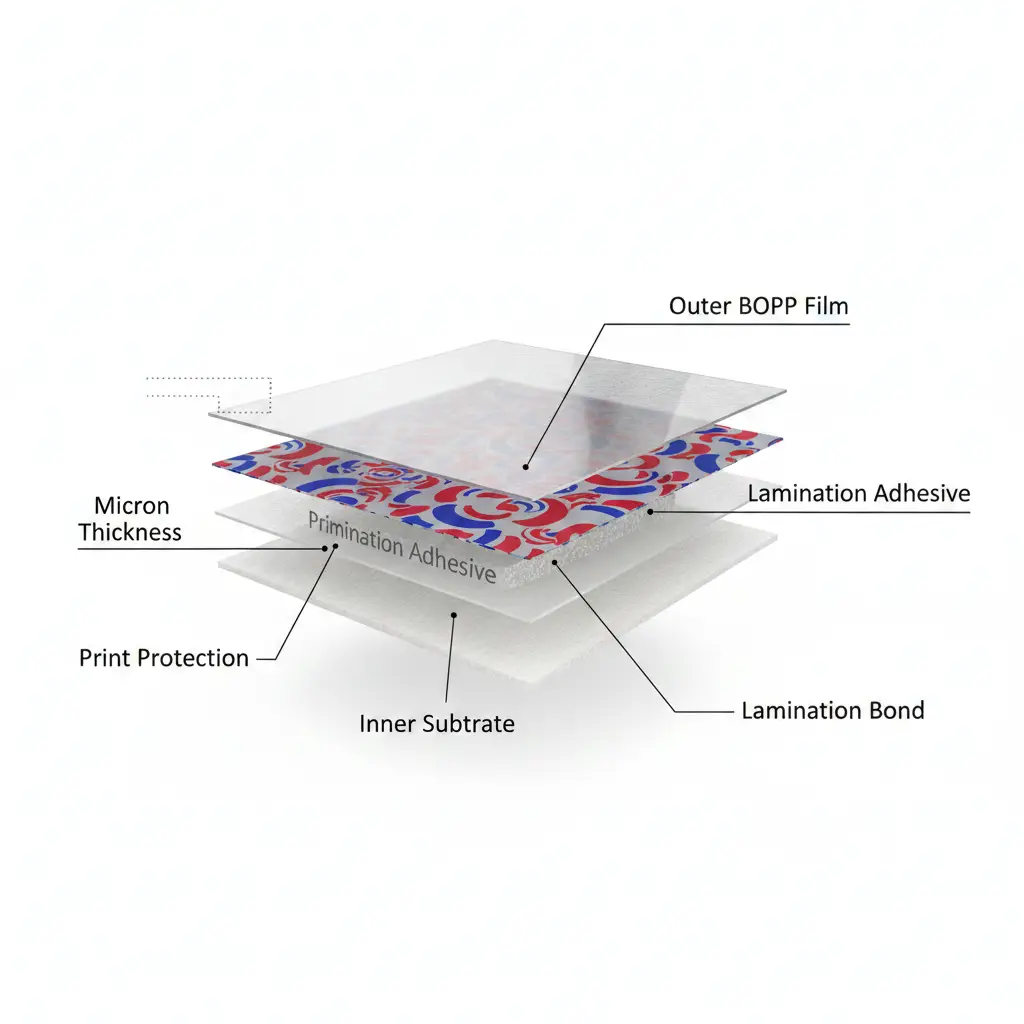
A typical laminated BOPP bag structure may include
• Outer printable BOPP film layer
• Adhesive bonding layer
• Woven polypropylene fabric base
• Inner sealing or barrier layer if required
Layer arrangement influences durability and recyclability. Incorrect adhesive selection, insufficient curing, or improper surface treatment can lead to peeling or separation under heat and pressure.
Carefully engineered lamination structures ensure that bags maintain strength during stacking, transportation, and storage in varied climate conditions.
How Micron and Lamination Influence Mechanical and Barrier Performance
Micron level and lamination quality together determine how well a BOPP bag withstands real world conditions. Mechanical strength, barrier performance, and sealing reliability are directly tied to these two variables.
Higher micron films generally increase puncture resistance and tensile strength. When combined with strong lamination bonding, they help maintain structural integrity under heavy loads. For grain and fertilizer packaging, resistance to tearing during stacking and transportation is critical.
Barrier performance is equally important. Lamination enhances moisture resistance by creating a protective outer layer that reduces water vapor transmission. This protects hygroscopic products such as rice and flour from humidity exposure.
Seal integrity also depends on thickness and adhesive compatibility. If micron selection is too low or adhesive curing is incomplete, edge sealing strength may weaken, increasing the risk of leakage. Balanced material engineering ensures durability without unnecessary material cost.
Common Lamination Failures and Their Root Causes
Lamination failures typically occur due to process inconsistency rather than material weakness alone. Identifying root causes early prevents costly rework and product rejection.
Common causes of delamination include
• Incorrect adhesive selection
• Inadequate surface treatment or corona level
• Insufficient curing time
• Trapped solvent or residual ink
• Improper nip pressure or lamination temperature
If bonding strength is compromised, layers may separate when exposed to high heat or stacking pressure. This affects both aesthetics and mechanical strength.
Preventive measures include strict process parameter control, adhesive compatibility testing, and sample validation before mass production. Clear technical documentation between supplier and buyer reduces miscommunication and ensures repeatable quality.
Adhesion and Peel Testing: Measuring Lamination Strength
Adhesion testing verifies whether laminated layers can withstand operational stress. Peel tests measure the force required to separate bonded layers under controlled conditions. These tests are typically conducted using standardized methods such as 90 degree or 180 degree peel testing.
During testing, a sample strip is pulled apart at a defined speed while force measurement equipment records bond strength. Results are expressed in force per unit width. Higher peel strength values indicate stronger lamination bonding.
Manufacturers should define acceptable peel strength limits in purchase agreements to avoid disputes. Regular batch testing confirms consistency and compliance with agreed technical specifications.
By integrating peel testing into quality control processes, manufacturers demonstrate adherence to manufacturing standards and deliver packaging that performs reliably under real world conditions.
Food Contact Compliance and Export Requirements
For applications involving food grains, flour, pulses, seeds, or animal feed, compliance with relevant safety regulations is essential. Packaging materials must not transfer harmful substances to the product. This includes inks, adhesives, lamination materials, and woven substrates used in the bag structure.
Manufacturers supplying international markets are expected to provide documentation supporting regulatory compliance where applicable. This may include declarations related to food contact safety, migration testing reports, and raw material certifications.
Export focused buyers should verify
• Adhesive and ink compliance documentation
• Migration test reports where required
• Batch traceability records
• Material safety data sheets
• Consistency of lamination curing processes
Clear documentation protects both supplier and buyer while ensuring smooth customs clearance and distributor approval in global markets.
Sustainability Considerations in Laminated BOPP Bags
Sustainability expectations are increasing across supply chains. While laminated structures improve strength and barrier performance, they may influence recyclability depending on material combinations.
Mono material constructions, where compatible polypropylene layers are used together, can improve recycling feasibility in regions with established polypropylene recycling streams. However, barrier requirements and performance demands sometimes require multi layer constructions.
Reducing material waste through accurate micron selection is also a sustainability measure. Over specifying thickness increases cost and material usage, while under specifying may cause product damage and waste during transport.
Responsible manufacturers balance durability, material efficiency, and end of life considerations when designing laminated BOPP structures.
Supplier Specification Checklist for Micron and Lamination Standards
When issuing a request for quotation or technical brief, detailed specification improves production accuracy. Buyers should clearly define measurable parameters instead of relying on general descriptions.
Important specifications to include
• Film micron thickness with tolerance range
• Type of lamination method used
• Adhesive category and curing time
• Surface treatment level
• Peel strength acceptance value
• Seal strength requirements
• Moisture resistance expectations
• Sampling and approval process
• Replacement policy for non conforming batches
Written technical clarity reduces misunderstandings and ensures consistent manufacturing performance across repeat orders
Recommended Sampling and First Production Approval Process
Before full scale production, structured sampling validates performance. A staged approval process helps confirm that micron selection and lamination bonding meet expectations.
Suggested approval flow
- Technical drawing and artwork confirmation
- Lab scale lamination sample
- Peel strength testing
- Physical bag sample inspection
- Trial batch production
- Final written approval before bulk run
Retaining approved control samples supports future quality comparisons and dispute resolution. Consistency in repeat production strengthens long term supply relationships.
Frequently Asked Questions
What micron thickness is ideal for heavy duty BOPP bags
Heavy fill applications generally require thicker film structures combined with strong woven backing to improve puncture resistance and load stability.
How is lamination strength verified
Bond strength is measured using peel testing methods that quantify the force required to separate laminated layers.
Why does delamination occur
Delamination typically results from adhesive incompatibility, insufficient curing, or improper lamination temperature and pressure control.
Can laminated BOPP bags be recyclable
Recyclability depends on material composition and local recycling infrastructure. Mono material polypropylene structures improve recycling feasibility.
Request Technical Consultation
Businesses seeking technically optimized packaging solutions can discuss micron specifications, lamination methods, and compliance requirements with our manufacturing experts through the Contact Us page. Share your load requirements, thickness preferences, and lamination expectations to receive a technically aligned recommendation.
Well defined micron levels and controlled lamination processes are not simply production details. They serve as measurable quality benchmarks that protect products, maintain structural integrity, and strengthen brand credibility across domestic and international markets.